What is the WP1 of the LIS4.0 project about, and which are the main challenges it must face?
The WP1 - Smart metal additive manufacturing for functionalised 4D structures is the first of the WPs of the LIS4.0 (LIghtweight and Smart structures for industry 4.0) project. The general theme of the LIS4.0 project, which is to investigate lightweight and smart structures to be integrated, designed, created and equipped with sensors according to the I4.0 paradigms concerning sustainable mobility, is covered in the WP1 through Additive Manufacturing processes. In fact, Additive Manufacturing (AM) enables a new way to design, which involves using lightweight, optimised and high-performance materials without defects thanks to the process monitoring systems, and creating components that are high-performing and more eco-friendly in terms of environmental impact and resource consumption. Therefore, the challenges of the WP1 are related to the AM processes considering all its steps namely, design, material performance, zero-defect processing via monitoring leading to the creation of lightweight, functionalised and smart products.
What is the status of the design techniques for AM?
AM involves a series of new processes and technologies that free product designers from many of the limitations imposed by conventional manufacturing processes. For example, think about one component of an electric car chassis. Assume that we want to produce the chasis with a variable thickness, making it thicker wherever it must resist static and dynamic loads or collisions and thinner or lighter where only the parts act as a cover to the rest of the car body. Producing this component through conventional processes requires stamping and welding of sheet metal parts according to their thickness, or through casting using highly complex moulds. On the other hand, AM processes enable to produce the single component with variable thickness and even variable density, knowing this will not impact the production costs.
Honestly, these design techniques have been mature for a long time, longer than the AM processes themselves. The proof is in the many available instruments for topology optimisation. The design tools are not completely new but their exploitation to take advantage of opportunities offered by the AM technology is more recent. However, it is required that the designers know and can access new metrics and ontology in order to design new shapes, functions, aesthetics by increasing the possibilities given by AM. This can allow an AM based product design process aware of the design for AM rules starting from the design phase.
Are you examining materials that you feel may be promising for specific applications?
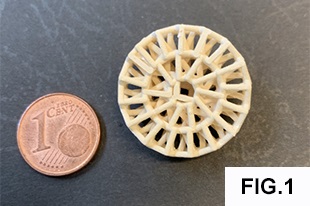
A fundamental aspect of WP1 is new materials and powders. Given the limited available space, I cannot provide all the details about what we are currently investigating. Nevertheless, I will give some examples. Firstly, we are investigating how PCMs (Phase Changing Materials), when used in heat exchangers, allow removing the heat both through conventional thermal conduction mechanisms and solid-state convection but also exploiting solid/liquid phase transformation. This additional system to remove the heat allows to improve the performance of the heat exchangers and also to reduce their dimensions, which turns out to be an advantage in terms of the weight of the component. Another example is the application of additive technologies for piezoceramic materials. For this category of materials, the most suitable printing technique is Binder Jetting. Within the project, we studied the synthesis of different powder feedstock and eventually got to create shapes hardly obtainable by conventional processes without having to face the high cost to produce the moulds. It can be highlighted that within the big family of additive manufacturing technologies, the powder feedstocks play a crucial role on the success of the printing process. For this reason, the project deeply focuses on the analysis of the powder characteristics that has a direct link with the processability. We suggested some combinations designed ad hoc specifically for additive manufacturing and evaluated how and in which quantity it is possible to recycle part of the used powder involved in the printing process, in order to make the whole process more sustainable and eco-friendly.
Which are the innovative AM processes currently studied? Which are the results?
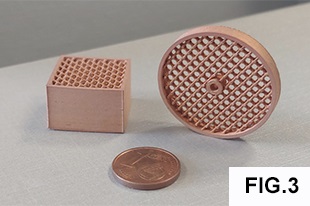
Thanks to the LIS4.0 project, the Department expanded its collection of equipment by adding two new printing systems. The first one, Desktop Metal Studio System, is based on the extrusion of metallic feedstocks called Bound Metal Deposition (BMD). The approach is based on a principle developed by the company in collaboration with the MIT – Massachusetts Institute of Technology. The deposition of the 3D geometry exploits the presence of polymeric binder inside the metal compound, meanwhile, the densification of the metal occurs by sintering in a furnace. This makes it possible to obtain components with materials that are hard to print by melting techniques, such as copper and tools steels (fig. 3: example of a printed copper component).
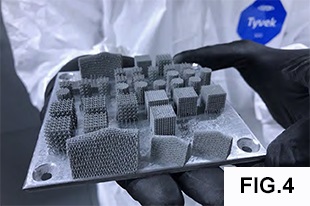
The second is an SLM system, working on a well-established principle but with unique and non-commercial features. It is an open AM system, allowing to test innovative solutions like a laser source with temporal and spatial beam shaping capabilities. Hence, the system can operate with continuous wave or pulsed wave emission, and the beam shape can be regulated from a Gaussian distribution to a multimodal one. Moreover, it is possible to further equip the system with in-situ monitoring sensors (off-axis thermographic camera, coaxial near infrared camera, recoater vibration sensor) and coordinate their acquisitions with the beam or recoated movement. We are able to develop online monitoring and process control solutions this way. Figure n.4 shows an example of one of the results obtained with the open SLM system. We see highly detailed microlattices in a Zn-alloy , very difficult to process by a laser given its low vaporization temperature. We obtained such details by controlling precisely the energy release of every single laser impulse.
Nowadays, AI is everywhere. How does it apply to AM?
Thanks to the layer-by-layer production paradigm, AM processes allow a new level of access to real-time measurements during the creation of each produced layer. In fact, it is possible to acquire an enormous amount of data thanks to many sensors, among which visible range and thermographic cameras, throughout the entire process. AI plays a crucial role since it allows to elaborate such amount of complex and diverse data so that the system can immediately and automatically identify extraordinary and unstable conditions. This way defects can be detected during the production phase. By applying the required corrections and adjustments we reduce scrap generation and improve the overall productivity. Investigating new AI and complex data analysis solutions is one of the goals of the LIS4.0 project, which find their application in powder bed and extrusion-based AM processes.
Do you plan on developing prototypes that will demonstrate the results of your work, especially in the automotive industry, as per one of the main topics covered in LIS4.0?
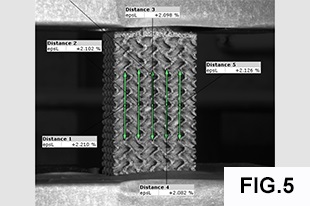
One of the prototypes under investigation in WP1 is the cooling jacket for the in-wheel electric motor developed by our Dynamis PRC Team for the annual FORMULA SAE competition. Designed to be produced in steel by SLM, the cooling jacket is characterised by the implementation of lattice structures to improve the heat exchange. Our current research showed that the TPMS (triply periodic minimal surface) structures in general, and the gyroid type in particular seem to perform better based on the results obtained via Computational Fluid Dynamics (CFD) analysis. Thanks to the open SLM system of the LIS4.0 project, we optimised a new innovative printing technique that allows producing extremely thin walls and overhang geometries without supports. Thanks to this approach, the gyroid structures optimised through the CFD simulation were successfully printed and tested (image of a structure undergoing a test).